
深圳市东么川伺服控制技术有限公司
电话:13316379101
邮箱:1355229533@qq.com
地址:深圳市龙华区民治街道樟坑社区青创城A栋B502
应用步进电机,设计一个简单的自动剪线装置
发布时间:2021-04-22 09:01:22
应用案例:
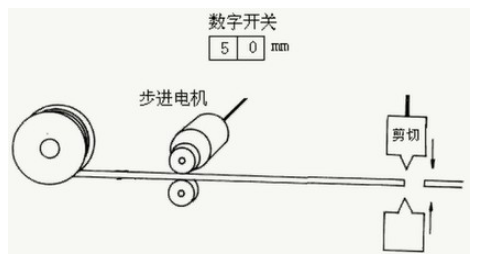
在某系统中,要求对某种成圈的线材按固定长度裁开。裁剪的长度可以通过数字开关设置(O~99mm),切刀的时间是1s钟。试设计这一系统。 滚轴的周长是50mm。
系统设计:
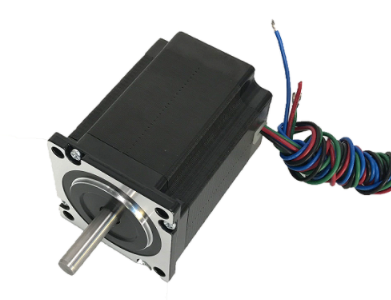
1.步进电机的选择。步进电机的选择主要考虑二个方面,一是电机的功率,要求能拖动负载,在本系统中,要把成圈的线材拖动。决定于电机的工作电流,工作电流越大,功率就越大。
2.是要选电机的步距角。但是如果选择带细分功能的驱动器,步距角就没有多大的意义,因为通过细分可以改变步距角。
3.我们选择两相步进电机。步距角是1.8,设置为5细分,所以电机旋转周是 1000个脉冲, 每个脉冲走0.05mm。也就是电机刚还转一周,如果我们要切断的长度是65MM的话,那么我们就直接调整输入的脉冲个数为1300个就可以了。
选择PLC:
我们可以选择FX1N或FX2N系列的PLC,但必须是晶体管式,因为只有晶体管式的才能产生高频脉冲。才能驱动电机旋转。
我们选择FX2N系列的PLC。
根据系统接线,Y0输出脉冲,Y1控制方向,Y3脱机信号。Y4切刀信号
数字开关接在X0~X7。启动按钮是X10,停止按钮是X11,X12是脱机按钮。
分析:
1.数字开关设置长度mm (D0)
2.转化成脉冲数D0/50x1000=20Xd0
3.通过PLSY (PLSR)指令产生脉冲,送给驱动器,使步进电机转动。
3.完成移动的距离,M8029接通,切刀动作,1秒后,电机又转动。
4.完成加工的数量或者按下停止按钮,电机停止。
梯形图:
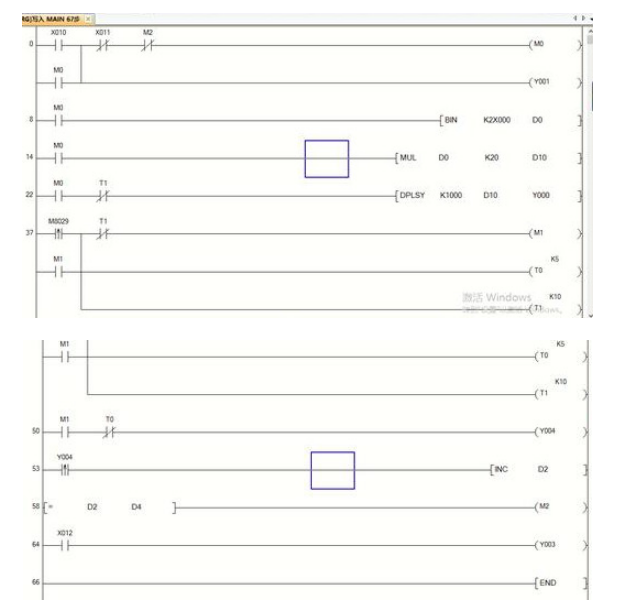
在这里X10为启动信号,当我们按下的时候M0接通并自锁,同时接通Y1,Y1在这里是电机的方向信号,如果大家按下Y1后发现电机转动的方向和我们设定的方向不一样,那么我们就需要把Y1设为OFF,X11为停止按钮,M2的功能我们给大家留个悬念后面再给大家解释,(BIN ,K2X000,D0)表示的是把数字开关里面的数据写到D0里面去。(MUL,D0,K20,D10)表示的是把D0数字开关里面的数据乘于20,那么得到的数据D10就是我们需要的脉冲个数,(DPLSY K1000 D10 Y0)表示的是32位操作数,因为前面乘出来的结果可能比较大所以我们需要利用32位操作,在这里K1000表示的是脉冲的频率,D10是脉冲的个数,Y0是脉冲的输出点。
当脉冲产生完毕后M8029就会接通,M1得电再把T0,T1接通,然后Y4得电开始切刀,T0开始计时半秒,因为半秒钟刀切下去已经绰绰有余了,计时时间到了后Y4断电,刀自动收回,T1继续计时,当达到1秒钟后把M1断开,这样就完成了一个切刀的动作,然后断开脉冲指令,又开始从新产生脉冲,在这里我们可以这样理解,电机卷了50mm的纸后,切刀自动切纸,然后再收回,T1的作用是间断产生脉冲,因为脉冲产生够了后,就会停止产生脉冲,所以我们需要把DPLSY这条指令从新接通一下,从新再开始脉冲。Y4的上升沿开关表示的是记录切刀的次数,然后再把D2和D4进行比较,在这里D4的作用是方便我们用触摸屏控制,如果我要切200刀,那么直接设置D4等于200就可以了,当到了200刀后M2断开,设备停止运转。X12是脱机按钮。
产品推荐:两相步进电机



产品推荐:无刷电机








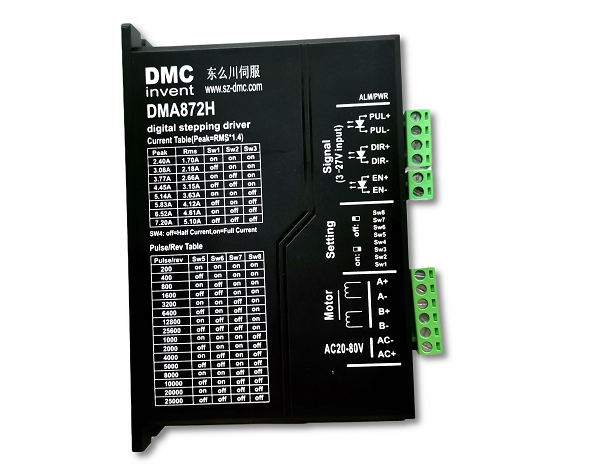
产品推荐:两相步进驱动器






产品推荐:直流无刷驱动器






 地址 ADDRESS
地址 ADDRESS